PLC Ladder Logic & HMI
Content:
Manual Traffic Lights
Conveyor Belt System
Auto Traffic Lights (coming soon)


For more projects check out my GitHub


This is a simple program which turn on the lights when the button is pressed
You will need this items to get started:
Breadboard x1
PLC x1
Power supply
Push-buttons x2
Stack light or any other thing you want as an output
First we have our physical port or address on PLC X001, which is connected to a push-button, when pressed it will start the green light (Y001) which is also connected to the PLC. Something like this...
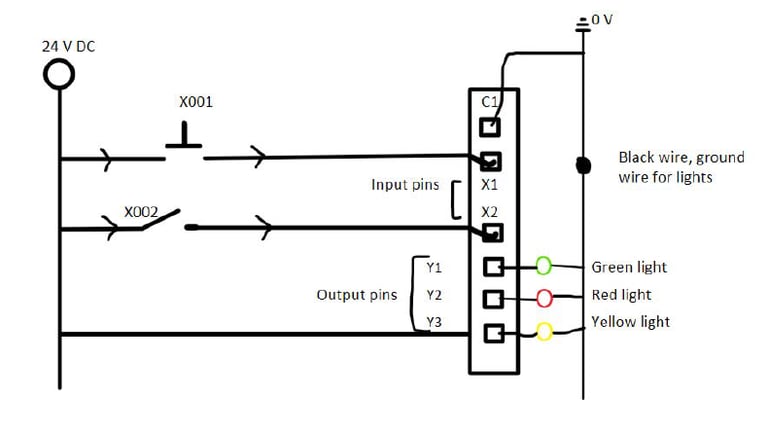
On the first rung we have X1 as Normally Open contact, and an output coil Y1 (green light).
Same way we have X2 as N.O. and Y2 for output, which says when the 2nd button is pressed it will turn on the red light.
Now, for the third rung we are using both buttons, which says when both buttons are pressed together then it will turn on the yellow light. These contacts (X1,X2) are in series which means it is "AND".
Feel free to contact me if you need help to understand this. I have brief notes which will explain PLC from the beginning, like its history, how it works, open and close contacts, the architecture of PLC and more.
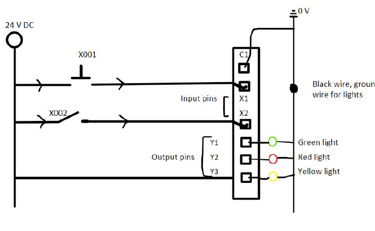
Applying the same concept while using a HMI (touch screen) instead physical buttons


As you can see I have added C1, a virtual bit. This parallel logic is "OR", which says activate the green light when X1 or C1 is on.
C1 is a virtual bit, you will have to configure it on your HMI. We will do same with the 2nd and 3rd rung.
Before we make changes to ladder logic we must ensure that HMI and PLC are on the same network. If they are not then the communication will not happen. Additionally you will have to configure your HMI and add the IP address of the PLC.
Items:
Breadboard x1
PLC x1
HMI screen
Power supply
Switch
Ethernet Cable
Push-buttons x2
Stack light or any other thing you want as an output
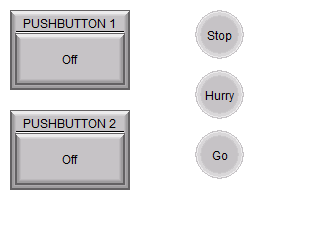
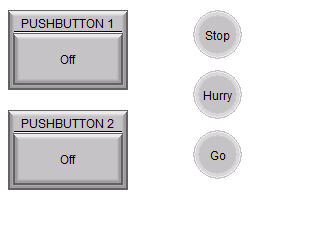
I have also added three indicators which will show the status of the green (Go), Yellow (Hurry) and Red (Stop) lights when the button is pressed.
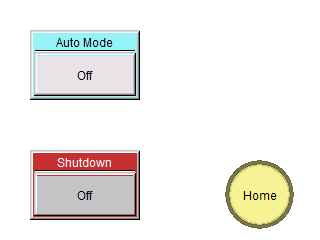
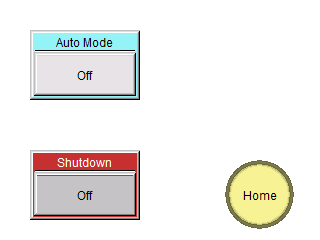
HMI Screen
Objective: There are three conveyor belts, when a push-button is pressed we want all of them to start automatically one by one in a sequence with a delay, and while this system starts we want an indicator which shows that these belts are starting, and another indicator when the belts are successfully started. Additionally, we will need an HMI for operators to manually start each HMI.
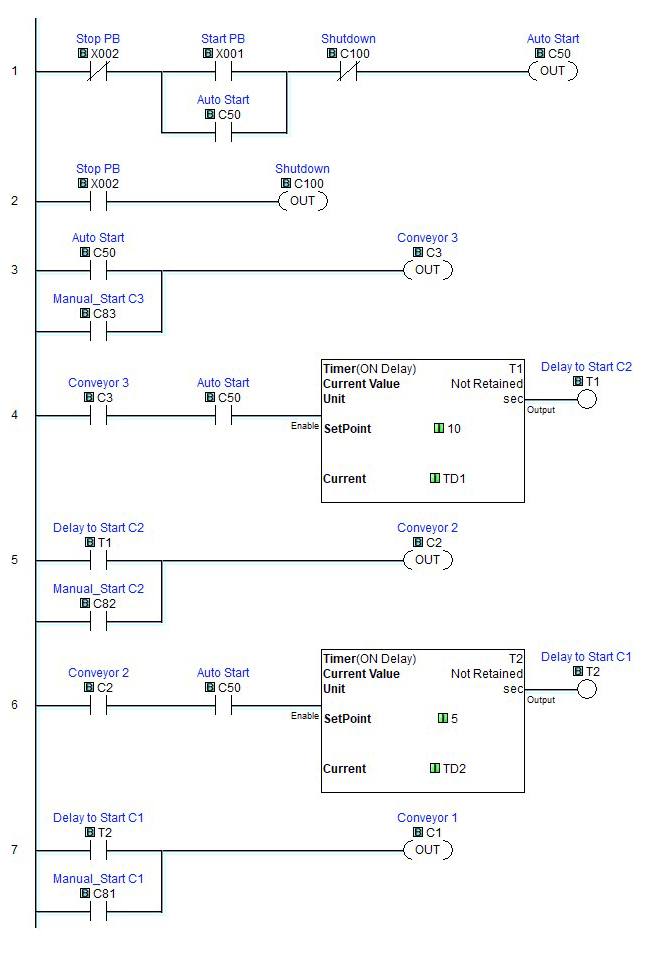
In the first rung, we have our first normally closed contact (Stop PB), it can be considered an interlock. In a normal state, X2 will always be closed, allowing the current to pass through it like a closed circuit.
X1 is a normally open contact (open circuit) that needs to be closed with a push button. In parallel ('or') we have the Auto start (C50) as an interlock. Following that, we have a normally closed (N.C.) contact C100, which is used to stop the system from the HMI.
For the output, we have C50 again. The reason we have C50 as an interlock and an output is that it creates a loop. When we close X1 (by pressing the push button), it will activate C50 for a few seconds because a push button closes the circuit only when you push it, but when you release it, the circuit will open, and the system will stop. Therefore, we have an interlock (C50). Once C50 is activated, it will act like X1 is activated, and the process will continue until the C100 is open.
The 2nd rung is for stopping the system.
In the 3rd rung we have C50 as an input, when the C50 will be activated it will turn C3 (conveyor belt 3) on. If you notice we have C83 in parallel to C50, it is for operators to manually start C3 by pressing the button on the HMI.
4th rung has C3 and C50 both as in input to start the delay timer. When C3 and C50 both are on then the timer will be activated which will count to 10 seconds and then it will activate T1.
When T1 is on it will start C2 (conveyor belt 2), if we want just C2 to start without C3, we can use HMI to turn on C82.
Following the same technique C2 will wait 5 seconds and It will activate T2. T2 will start C1 (conveyor belt 1).
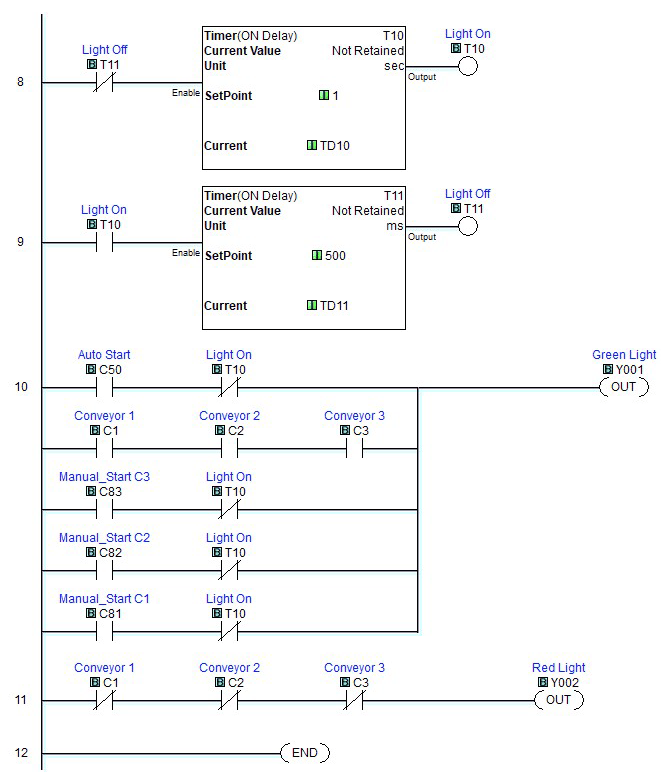
As mentioned in the objective, we require indicators. T11 and T10 will be used to make the light flesh when the belts are starting.
T11 is normally closed, therefore the timer will start immediately and will wait for 1 second and then turn on T10.
When T10 is on it will wait 0.5 seconds and then activate T11.
Now if you look at rung 10, you will notice that T10 is already closed. Which that means in the 8th rung, when the T10 will be activated after the delay of 1 second, it will turn off the light. So, the light will be on for 1 second, and it will go off for 0.5 seconds.
In parallel to C50 and T10 we have C1, C2, C3 (conveyor belts). Once all the belts are activated, the blinker (T10) will no longer be used, a solid green light will indicate that the system has started successfully.
We have the same configuration for HMI buttons as well.
In the 11th rung, we have C1-3 as normally close, which says when all the belts are off, a red light will turn on.
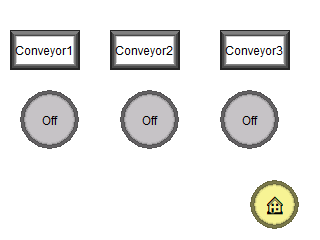
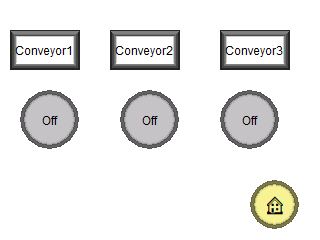
Conveyor belt HMI Screen